
 日本語
日本語 English
English1. TP-STRUCTによる高張力鋼板の成形現象解明
近年の自動車業界では衝突安全性と軽量化の両立のため、車体構成部品に高張力鋼板が多用されています。しかし、高張力鋼板ではプレス成形後のスプリングバックが大きいため、寸法精度不良が発生しやすくなかでもメンバー部品のねじれが大きな問題となっており、ねじれ発生メカニズムの解明と対策方法の確立が喫緊の課題となっています。
すでに、実験的手法によってねじれ発生要因の解明を試みた研究事例1)やシミュレーション結果を活用した下死点時の成形品断面におけるねじりモーメント評価をもとにしたねじれ発生原因の検討2),3)等が行なわれています。
本研究開発では、TP-STRUCT(弾塑性有限要素法)を使用してハット形プレス成形品の離型過程時内部応力をもとにねじりモーメントを評価することにより、異なる絞り深さの成形品に対して、ねじれ現象発生要因の解明を行ないました。
2. TP-STRUCTによる解析方法
2.1. プレス成形品
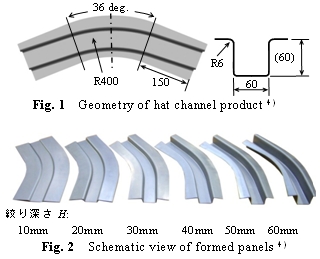
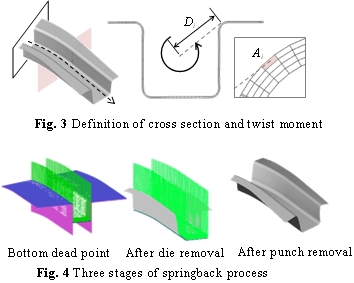
本研究開発では、Fig. 1に示す中心R400 mmの曲率部36 deg.相当と長さ150 mmの直線部を有するハット形成形品を対象として、Fig. 2に示すように板厚1.6 mmの980MPa級高張力鋼板を用いた深さ10 mmから60 mmの絞り深さが異なる成形品形状に対してねじり発生要因の検討を行ないました。
2.2 解析条件
解析には静的陽解法弾塑性FEMプログラムTP-STRUCTを使用しました。
また、材料は8節点6面体ソリッド要素を用いて板厚方向に4層の要素分割を行ない、対称面境界条件を付与した1/2モデルとして、工具は剛体と仮定することにより成形シミュレーション解析を行ないました。
2.3 ねじりモーメント評価方法
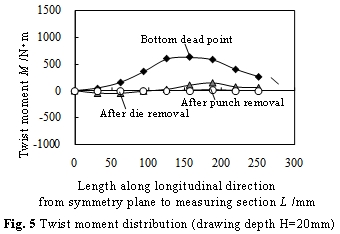
Fig. 3に示すようにねじりモーメントは、成形品長手方向に軸、さらに長手方向の軸に直交する断面を定義して、任意断面の図心を中心とした周方向のせん断応力t に面積Ai,手の長さDiを乗じ、総和をとることで合計9個所の断面における図心周りのねじりモーメントを算出しました。
また、離型過程でのねじりモーメントMの変化を追跡するため、Fig. 4に示す3段階でねじりモーメントを評価しました。
なお、ねじれ角度f 及びねじりモーメントMの向きは対称面側から測定断面を見て時計回りの回転を正方向としました。
3. 成形品に発生するねじれモーメントの大きさ
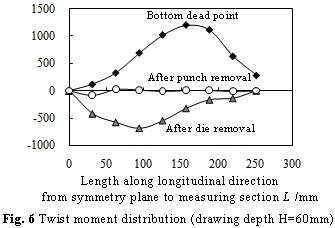
Fig. 5は、絞り深さH=20 mmの成形品のねじりモーメント分布を示しています。ねじりモーメントは下死点時に正方向に発生後、離型過程で徐々に減少して最終的にゼロになっており、正方向のねじりモーメントが負の方向に変化することにより、ねじれがゼロに向かう負方向に発生したと考えられます。
次に,Fig. 6は、絞り深さH=60 mmの成形品のねじりモーメント分布を示しています。下死点ではH=20mmの成形品と同様に,正方向のねじりモーメントが発生しています。しかし、ダイを外す過程ではねじりモーメントは負方向に反転し、完全に工具を外すとモーメントはゼロとなっており、負方向のねじりモーメントがゼロに向かう正方向の変化によってねじれが正方向に発生したと考えられます。
4. ねじれ現象の定量的考察
離型過程におけるねじりモーメントMの推移を考察した結果、ねじれを発生させる要因は大きく分けて2つ存在すると考えられます。
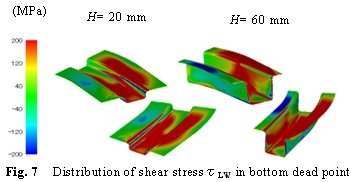
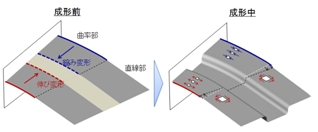
第1の要因は、成形中のせん断変形を起因とするねじれです。ブランクが曲率部を有する場合には、成形が進行するなかで曲率部側が直線部側に押し出され、逆に引き込むことが原因となる場合にはFig. 7に示すように絞り深さH=20 mm,60 mmともにせん断応力が発生することになります。そのために、下死点において両者ともにねじりモーメントが正方向に発生していると考えられます。
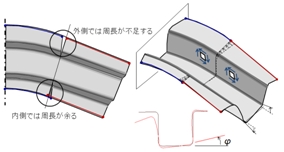
第2の要因は、縦壁開きを起因とするねじれです。 曲率を有する形状では縦壁が開くことにより、周長の不足、余りが生じることとなり、形状を保つためにねじれが発生しています.そのため、縦壁開きが大きい絞り深さH=60 mmの成形品では、縦壁開きにともない、ねじりモーメントが負方向に反転したと考えられます。
これらの考察から、絞り深さH=20 mmの成形品では第1の要因が支配的で、絞り深さH=60 mmの成形品では第2の要因が支配的となり、ねじれの正負が異なったものと考えられます。
5. ねじれ発生要因の解明
TP-STRUCTを活用した曲率部を有するハット形プレス成形品の板成形シミュレーション解析結果をもとに、ねじりモーメントの推移を離型過程で追跡したことにより、下記内容がねじれ発生要因と考えられます。
- 幾何学的形状より成形過程に伴って発生するせん断応力による正方向のねじりモーメント
- 離型過程での縦壁開きにともなって発生するせん断応力による負方向のねじりモーメント
最終的なねじれの大きさ・方向は両者の足し合わせによって決まり、絞り深さH=20 mmの成形品では①の、絞り深さH=60 mmの成形品では②の要因が支配的になると考えられます。
参考文献
- 伊藤,塑性と加工,48-555 (2007),264.
- 吉田ほか,第57回塑加連講論,(2006),163-164.
- 山野ほか,平17塑加春講論,(2005),137-138
- 坂田ほか,平21塑加春講論,(2009),19-20

Pingback: purchase enclomiphene cheap now
Pingback: comprar kamagra en bilbao
Pingback: canada androxal nongnaric
Pingback: cheapest buy dutasteride uk meds
Pingback: get flexeril cyclobenzaprine generic health
Pingback: online order gabapentin singapore where to buy
Pingback: buy cheap fildena usa cheap
Pingback: prescription itraconazole without
Pingback: cheapest buy staxyn generic pharmacy usa
Pingback: avodart cod accepted
Pingback: get rifaximin australia generic online
Pingback: purchase xifaxan uk london
Pingback: kupte si kamagra usa